电镀、电泳及涂装表面处理工业纯化水项目

一、应用范围
五金、塑料电镀表面处理工艺用水
电泳表面处理工业用水
涂装表面处理工业用水

二、公用工程及设计出水标准
1.系统纯水生产能力: 0-100 m3/h ×n套
2.产水主要指标:电导率≤2us/cm2,PH=5.5-6.5
3.纯水水质标准:表面处理行业用水标准(企业产品生产工艺标准)
4.系统运行方式:全自动运行,24小时连续供水,DCS远程监控;
5.系统用水标准:市政自来水标准GB5749-2006
6.系统用电参数:AC(DC)380V/220V-50(60)HZ
7.水站排水量:0-100 m3/h ×3倍
9.水站照明照度:≥150LUX

三、化学药品
添加化学药品为市场可购买到的常规工业级产品,配置清单如下:
药品名称 | 中文/化学成份 | 配制浓度 | 加药量 | 参考型号 |
膜专用絮凝剂 | PAC/PAM | 1-5% | 3-5mg/L | GE-MPT150 |
膜专用还原剂 | 三氯化铁/聚合硫酸铁 | 1-5 | 3-5mg/L | 98%原料固含量 |
膜专用阻垢剂 | 小分子磷酸盐 | 1-5% | 3-5mg/L | GE-MDC220/200 |
锅炉进水PH调节剂 | 氨水NH3.H2O | 1-5% | 1-2mg/L | 25-28%原料浓度 |
酸、碱树脂再生剂 | 盐酸HCl/片碱NaOH | 4-10% | 4-6% | 30%-97%原料浓度 |
酸、碱性膜清洗剂 | 酸、碱性混合共聚物 | 1-5% | 清洗容积测算 | GE-MCT103/882 |

四、工艺流程简图
1.工艺流程一:
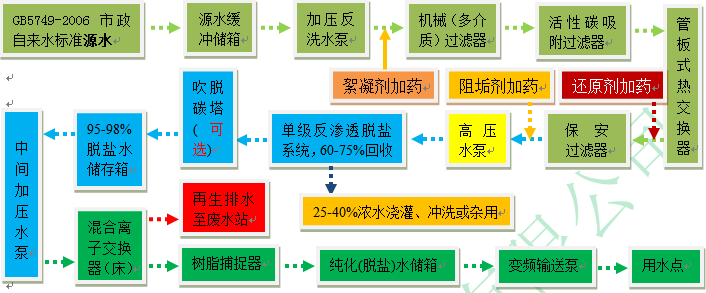
优点:投资相对较高,出水质好,酸碱耗量小,运行费用低!
缺点:一次性投资较大,占地面积相对较大!
2.工艺流程二:
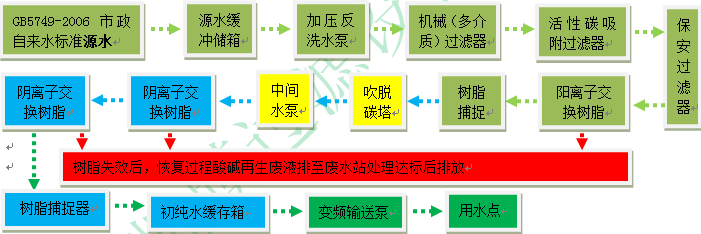
优点:占地小、自动化程度高、水利用率高,投资相对较低;
缺点:产水质量低、酸碱耗量大,运行成本高,环境污染严重,属于淘汰工艺。